SEARCH
With the rapid growth of e-commerce, logistics distribution, and intelligent manufacturing, more and more companies are investing in highly automated smart warehouse systems to improve storage efficiency, reduce labor costs, and optimize supply chain operations. In modern logistics centers, a wide range of automated equipment is used to handle material transportation, order sorting, pallet movement, and high-density storage tasks. Among all these systems, electric motors serve as the core power components that enable automated machinery to operate continuously and efficiently.
In a smart warehouse environment, motors must not only provide reliable power output but also maintain high efficiency, low noise levels, and long service life, because warehouse automation equipment often operates continuously for extended periods of time. Therefore, when designing automated warehouse systems, the performance and reliability of electric motors become critical factors that directly influence the overall operational efficiency of the logistics infrastructure.

Conveyor systems are among the most widely used pieces of equipment in automated warehouses, as they are responsible for transporting goods between different operational zones such as receiving areas, sorting stations, packaging lines, and shipping docks. In large e-commerce fulfillment centers, thousands of parcels move through conveyor lines every hour, enabling fast and efficient order processing.
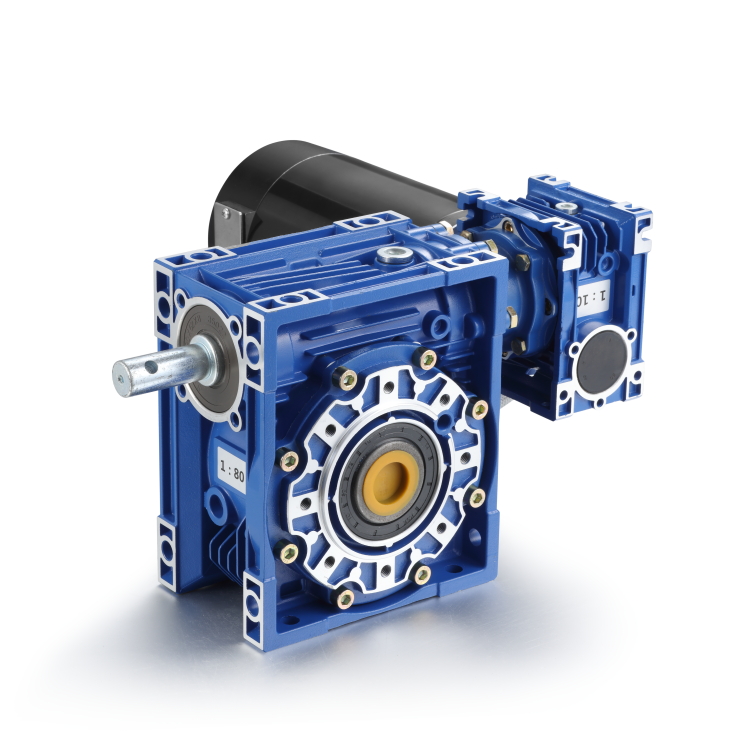
To ensure smooth and stable operation, conveyor systems typically rely on AC geared motors, drum motors, or DC gear motors to drive belts and rollers. These motors must deliver consistent speed control and reliable torque output while maintaining durability under continuous operation. Since conveyor lines often run for many hours each day, energy efficiency and operational stability are key design considerations when selecting motors for such systems.
As global online shopping continues to expand, automated sorting systems have become essential components of modern logistics facilities. These systems are capable of automatically identifying packages and directing them to the correct destinations based on order data, significantly improving processing speed and reducing manual labor.
Sorting equipment such as cross-belt sorters, tilt-tray sorters, and sliding-shoe sorters relies heavily on electric motors to drive the sorting mechanisms and directional control components. In these applications, brushless DC motors and servo motors are commonly used because they provide high efficiency, fast response times, and precise motion control. These characteristics allow automated sorting machines to maintain high accuracy even while operating at very high speeds.

In recent years, mobile robotics has become one of the most important technologies in smart warehouse environments. Autonomous robots can transport goods, move shelves, and deliver materials across warehouse floors without human intervention, significantly improving operational flexibility and efficiency.
For example, Automated Guided Vehicle and Autonomous Mobile Robot are widely used in modern warehouse automation systems. These robots rely on electric motors to drive their wheel systems and steering mechanisms, enabling precise movement and navigation within warehouse spaces.
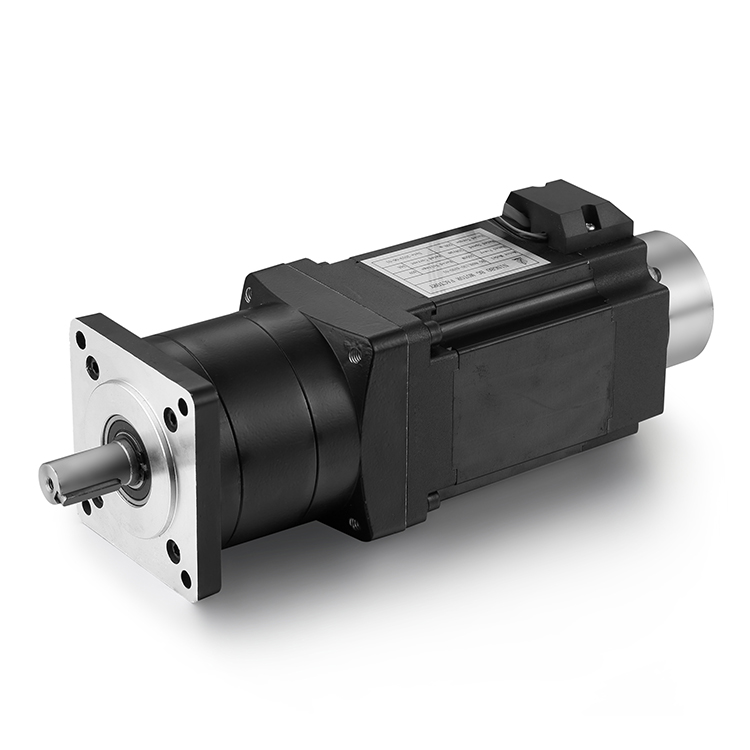
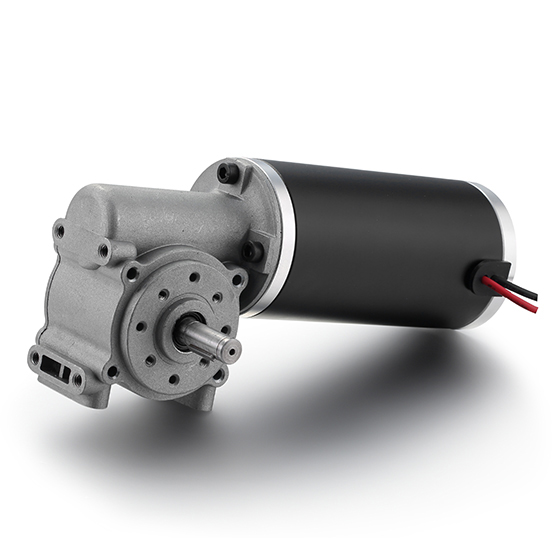
Because these robots often operate in compact environments while carrying significant loads, they typically utilize brushless DC motors, planetary gear motors, or hub motors that can deliver high torque output within a relatively small form factor. These motors provide both energy efficiency and stable performance, which are critical for maintaining reliable robot operations throughout the warehouse.
In large industrial warehouses and logistics distribution centers, automated high-bay storage systems are commonly used to maximize storage density and improve inventory management efficiency. One typical example is the Automated Storage and Retrieval System, which uses stacker cranes to automatically store and retrieve goods from tall racking structures.
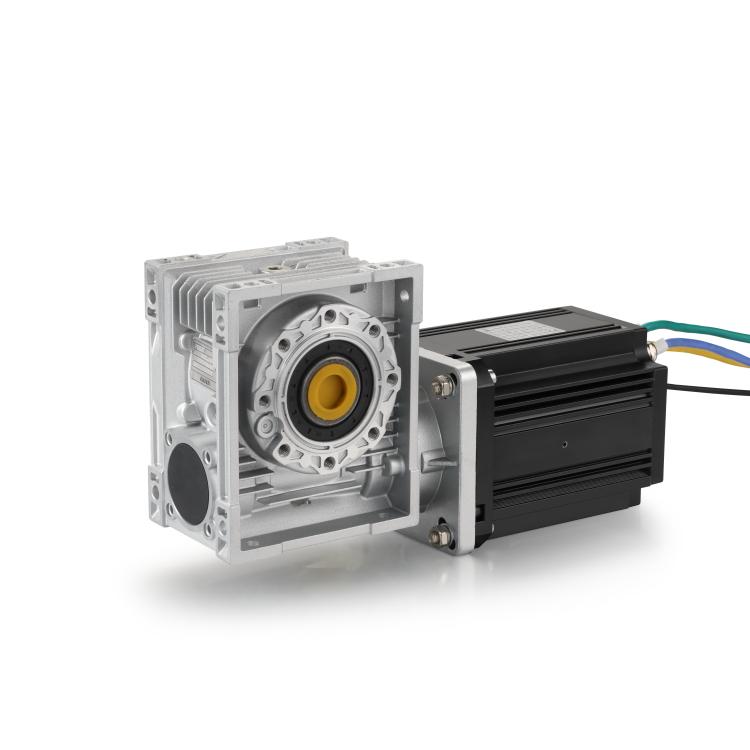
In these systems, electric motors are responsible for driving lifting mechanisms, horizontal travel systems, and fork handling devices. Because these operations require precise positioning and stable movement, high-performance servo motors and high-torque geared motors are often selected for such applications. By integrating reliable motor drive systems, automated storage systems can significantly increase warehouse space utilization while ensuring efficient material handling operations.
As warehouse automation technologies continue to evolve, the performance requirements for electric motors are also becoming more demanding. Future motor solutions will need to achieve higher efficiency, longer service life, and more compact designs in order to support the increasing integration and miniaturization of automation equipment.
At the same time, the development of intelligent motor control technologies will enable automated warehouse systems to achieve more precise motion control and higher operational efficiency. Advanced motor drive systems combined with intelligent control algorithms will allow logistics equipment to operate more smoothly while reducing energy consumption and maintenance requirements.
With the global demand for automated logistics systems continuing to rise, electric motors will remain one of the most critical components powering the next generation of smart warehouse infrastructure, providing reliable and efficient motion solutions for modern supply chains.
 BACK
BACK
Global Electric Motor Industry UpdateRecently, the global electric motor industr…
BG Motor Resumes Full Production – February 24, 2026BG Motor has officially resu…
Chinese New Year Holiday Notice (2026)Dear Valued Customers and Partners,To cele…
With the continuous upgrading of global manufacturing, the rapid growth of new e…
As 2025 comes to a close, we would like to take this moment to sincerely thank a…
Merry Christmas from BG MotorAs Christmas approaches, we would like to take this…

